Views: 0 Author: Site Editor Publish Time: 2026-05-18 Origin: Site











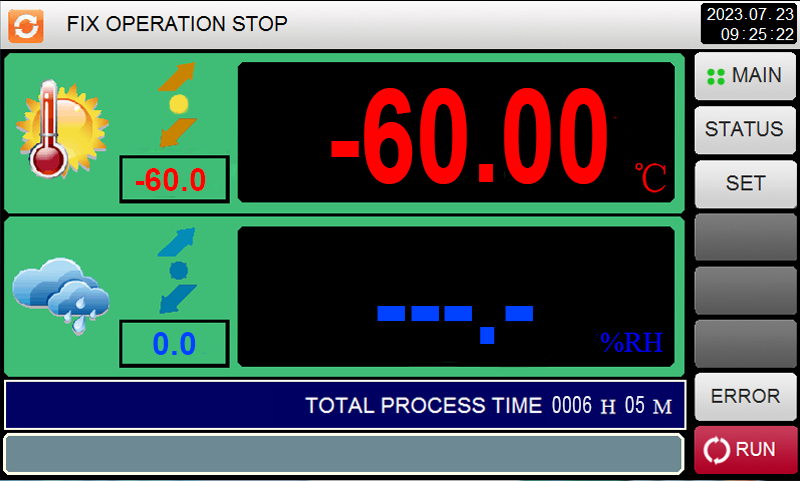
Lab directors and QA managers face massive stakes daily. An uncalibrated environmental test system doesn't merely drift. It actively risks regulatory audit failure, false product validation, and costly field recalls. You cannot simply trust front-panel controller readouts. Controllers report data from a single built-in probe. They rarely reflect the actual spatial conditions inside your workspace. This dangerous gap between perceived and actual performance leads to catastrophic testing errors.
drift. It actively risks regulatory audit failure, false product validation, and costly field recalls. You cannot simply trust front-panel controller readouts. Controllers report data from a single built-in probe. They rarely reflect the actual spatial conditions inside your workspace. This dangerous gap between perceived and actual performance leads to catastrophic testing errors.
We recently received positive feedback from a Greek customer who stated that they are “highly satisfied with the service work, product quality, and performance of the LIB chamber,” also highlighting the professionalism, responsiveness, and consistency of our team. This reflects the stable performance of LIB temperature and humidity test chambers in long-term reliability evaluation and quality inspection applications.
This article provides an evidence-based, audit-ready framework for evaluating your calibration procedures. We explore how to manage hidden error sources efficiently. You will also learn precise criteria for deciding between in-house upgrades or third-party laboratory services. By implementing these rigorous practices, you ensure your testing facility maintains strict international compliance.
① Front-panel controller readouts are insufficient for ISO/IEC 17025 compliance; multi-point spatial mapping is strictly required.
② Calibration grids must scale with chamber volume (e.g., 9 points for under 2m³, 15 points for larger).
③ High-temperature calibration introduces hidden uncertainty variables, primarily thermal radiation effects.
④ Relying on simple saturated salt solutions is inadequate for precision compliance; high-accuracy reference instruments (like chilled mirror dew-point hygrometers) are the industry standard.
A minor 2% relative humidity drift looks harmless initially. However, it easily causes false positives during Environmental Stress Screening (ESS). Electronic components might pass validation while harboring invisible moisture damage. These hidden defects eventually cause severe field failures. Such failures destroy brand reputation and invite intense regulatory scrutiny.
Modern industries operate under uncompromising compliance frameworks. Aerospace contractors must satisfy rigorous MIL-STD-810 requirements. Aviation electronics rely heavily on DO-160 testing parameters to prevent mid-air condensation failures. Pharmaceutical production environments adhere strictly to FDA 21 CFR Part 11 regulations. Every standard demands traceable, stringent calibration records.
Operating an unverified Temperature Humidity Test Chamber carries severe hidden penalties. You must consider the cascading impacts of poor measurement accuracy. Wasted testing cycles consume valuable engineering hours. False positives lead to immense product scrap volumes. Failed external audits trigger cascading project delays. Precision validation separates successful product launches from catastrophic market failures.
Evaluating your calibration strategy requires a clear understanding of hardware capabilities and compliance needs. You must weigh the realities of internal execution against the guarantees of certified outsourcing.
Bringing calibration procedures in-house requires substantial capital. You must meet strict hardware standards. A fully functional internal lab requires several advanced components to maintain baseline accuracy.
① Pressure Swing Dryers: These generate ultra-dry baseline air using twin-tower desiccant regeneration systems.
② Precision Dew-Point Generators: These devices dynamically blend saturated and dry gas streams to create specific humidity levels.
③ Chilled Mirror Hygrometers: These serve as zero-drift reference instruments. They use optical sensors and Peltier cooling to measure exact condensation points.
④ Multi-Channel Data Loggers: High-resolution acquisition systems capture simultaneous readings across multiple spatial zones.
Outsourcing offers a pragmatic alternative for many facilities. When evaluating third-party services, look for ISO/IEC 17025 accreditation. This certification guarantees rigorous methodology. Certified providers supply comprehensive uncertainty budgets. They also deliver SI-traceable certificates. These documents prove vital during external audits.
You need a clear decision framework. High-volume labs running continuous test cycles often justify internal capital expenditure. Owning the equipment reduces long-term downtime. Conversely, facilities needing strict third-party objectivity should outsource. Small labs performing sporadic testing also benefit from outsourcing due to lower upfront investments.
Avoid low-cost methods like saturated salt solution slurries. Many technicians attempt using sodium chloride to generate 75% RH baselines. These rudimentary setups carry intrinsic uncertainty levels. Temperature fluctuations wildly distort their vapor pressure equilibrium. They remain wholly disqualified from primary, high-precision calibration roles. Always rely on advanced generator systems for accredited workflows.
Standardizing your workflow guarantees repeatable results. A rigorous step-by-step methodology of LIB Temperature Humidity Test Chamber Calibration eliminates guesswork and ensures total spatial mapping accuracy.
Establish clear baselines before adjusting any equipment. Pre-calibration checks verify electrical power stability. You should inspect all physical door seals carefully. Worn gaskets introduce uncontrolled ambient air. Technicians must clear all internal debris. Clean surfaces prevent localized moisture traps.
The EURAMET cg-20 guidelines strongly recommend validating both empty profiles and loaded states. Testing an empty workspace establishes baseline machine capability. Testing under standard thermal loads reveals how physical products alter internal airflow. Dense test subjects often create micro-climates. You must document these deviations thoroughly.
Proper spatial mapping scales according to the physical footprint. You cannot rely on a single central probe. Distributing sensors captures the full gradient of internal conditions.
Chamber Volume | Temperature Points | Humidity Points | Sensor Placement Strategy |
|---|---|---|---|
< 2m³ (Standard) | 9 Points | 3 Points | 8 corners of the usable workspace, plus 1 geometric center point. |
> 2m³ (Walk-In) | 15 Points | 4 Points | 8 corners, 6 mid-plane wall points, plus 1 geometric center point. |
Common Mistake: Placing sensors directly in the path of the main supply blower. This creates artificially fast response times and masks dead zones located deep inside the workspace. Always place sensors based on the geometric grid, not the airflow path.
Stabilization demands extreme patience. Set your target conditions and wait. You must allow a minimum of 30 to 60 minutes per setpoint. Capture data only after readings plateau entirely. Premature data logging skews your entire adjustment curve.
 |  |  | |
|---|---|---|---|
 |  |  | |
| Name | Small temperature humidity chamber | Standing temperature humidity chamber | Walk-In temperature humidity chamber |
| Capacity | TH-50: 800x1050x950 mm TH-80: 900×1100×1000mm | Capacity: 100L; 225L; 500L; 800L; 1000L | >20m³ |
| Throughput | Ideal for small components, sensors, boards | Subassemblies or mid-volume batches | Bulk testing of items or vehicles as a whole |
| Energy Saving | Automatic Moisture Circulation in Humidity System
| Automatic Moisture Circulation in Humidity System
| Automatic Moisture Circulation in Humidity System
|
| Operational Cost | Lowest | Medium | Highest |
| Standards Coverage | Full IEC / ISO / ASTM compliance | ||
| Noise Level | ≤ 65 dBA | ||
The LIB Temperature and Humidity Test Chamber can be used as a stable and controlled reference environment for the calibration of thermometers and hygrometers, providing precise and repeatable environmental conditions for measurement verification and sensor performance evaluation.
  | |||||
Temperature range | -20℃ ~+150 ℃ | ||||
Low type | A: -40℃ B:-70℃ C -86℃ | ||||
Humidity Range | 20%-98%RH | ||||
Temperature deviation | ± 2.0 ℃ | ||||
Heating rate | 3 ℃ / min | ||||
Cooling rate | 1 ℃ / min | ||||
Controller | Programmable color LCD touch screen controller, Multi-language interface, Ethernet , USB | ||||
Refrigerant | R404A, R23 | ||||
Exterior material | Steel Plate with protective coating | ||||
Interior material | SUS304 stainless steel | ||||
Standard configuration | 1 Cable hole (Φ 50) with plug; 2 shelves | ||||
Timing Function | 0.1~999.9 (S,M,H) settable | ||||
|
|  |  |
Touch screen controller The intuitive touchscreen controller can store up to 120 test programs, each containing 100 programmable steps. This capability allows engineers to easily run complex multi-stage environmental profiles, including temperature–humidity cycling, shock simulations, and extended soak tests. | The compressor The refrigeration compressor efficiently extracts heat from the chamber interior, enabling rapid cooling performance. The system typically achieves cooling rates of about 1 °C to 5 °C per minute, ensuring fast stabilization and improved testing efficiency. | Robust Anti-Corrosion Workroom The interior chamber is constructed from SUS304 stainless steel, providing excellent resistance to heat, moisture, and corrosion. This robust design ensures long-term durability even under demanding environmental testing conditions. | Integrated Power Access hole The built-in cable hole allows test samples to remain powered during testing, enabling real-time performance monitoring under controlled temperature and humidity conditions. The standard diameter is 50 mm, and both size and quantity can be customized according to testing requirements. |
With temperature control accuracy of ±0.5 °C and humidity stability of ±2.5% RH, the chamber ensures highly consistent conditions across the entire workspace, minimizing spatial deviation during calibration procedures.
The system maintains excellent uniformity, typically within ±1.5 °C for temperature distribution and ±3% RH for humidity, allowing reliable multi-point comparison of sensor readings in different chamber locations.
Under standard calibration conditions, the chamber supports operating ranges from –40 °C to +85 °C and 20% to 98% RH, enabling verification of both low-temperature and high-humidity measurement performance in a single platform.
Due to its stable control system and programmable operation, the LIB chamber is widely applied in laboratory calibration workflows, supporting traceable measurement validation and ensuring compliance with quality management standards such as ISO/IEC 17025.
Basic calibration verifies obvious metrics. Advanced calibration uncovers hidden physical dynamics. You must identify and calculate these variables to satisfy modern auditing standards.
A simple pass or fail result fails audit scrutiny. Modern auditors require fully documented uncertainty budgets. These budgets mathematically encompass multiple error sources. You must calculate reference sensor repeatability. You must factor in controller resolution limits. Environmental variance also plays a massive role. Combining these factors yields your true measurement uncertainty.
High-temperature testing introduces a major blind spot. Above 150°C, thermal radiation loss becomes severe. Chamber wall temperatures routinely diverge from internal air temperatures. This physical gap skews probe readings by several degrees. The air might register accurately while the physical walls extract heat from the sensor body. You must account for these radiation effects during spatial mapping.
Reference probes need adequate responsiveness. Compliance standards often dictate a 50% response time within 10 to 40 seconds. Fast sensors accurately capture cyclic fluctuations. Slow sensors smooth out data artificially. They hide dangerous micro-variations occurring between heating and cooling cycles.
Best Practice: Always align your reference probe response times with the intended test profile. If you run rapid thermal shock profiles, deploy ultra-thin wire thermocouples. Bulky RTD probes will lag behind the actual air temperature changes.
Testing semiconductor reliability frequently involves the JESD22-A101 standard. Validating an 85°C 85%RH Temperature Humidity Test Chamber presents unique physical challenges. This specific testing profile operates dangerously close to critical condensation thresholds.
At 85°C and 85% relative humidity, the air holds massive amounts of water vapor. A slight ambient temperature drop instantly triggers water pooling. Cold spots within the workspace act as condensation magnets. Mapping this specific profile requires exceptionally tight temperature uniformity. Even a 1°C variance creates severe local humidity spikes.
Standard capacitive sensors struggle under prolonged stress. They frequently saturate or drift off baseline values. The polymer dielectric layer inside capacitive sensors absorbs excessive moisture over time. This absorption causes artificial high readings. You must utilize sensors specifically designed for persistent high-moisture environments.
Calibrating these extreme points requires specialized gear. Multi-stage mixing generators become absolutely necessary here. Advanced reference equipment handles extreme dew points effortlessly. Technicians must deploy heated reference lines. These heated tubes prevent premature condensation before the vapor reaches the remote reference hygrometer. Without heated lines, water drops form in the tubing, destroying measurement accuracy.
Scheduling calibration requires strategic foresight. Operating blindly on an arbitrary timeline exposes your facility to unexpected compliance failures.
Most laboratories default to an annual calibration schedule. A proactive facility utilizes a risk-based framework instead. You should evaluate historical stability data. Analyze how much the equipment drifted during the previous cycle. Consider operational harshness. Running extreme thermal shock cycles degrades mechanical tolerances faster than steady-state storage. Finally, always consult the primary manufacturer specifications for baseline guidance.
Certain events necessitate immediate recalibration regardless of the calendar schedule. You must re-validate the system if you experience any of the following scenarios:
Chamber Relocation: Moving the equipment disrupts sensitive internal structural alignments and airflow dynamics.
Power Supply Overhaul: Major electrical work alters voltage baselines, affecting heater and compressor efficiency.
Controller Software Updates: Firmware flashes can wipe out previous PID tuning parameters and sensor offsets.
Sensor Replacement: Installing new physical probes always mandates a full spatial mapping run.
Take immediate action to review your current documentation. Audit your existing files today. Ensure all active certificates include detailed "Before Adjustment" and "After Adjustment" data points. Verify they provide full uncertainty disclosures. If your current certificates only show a basic "Pass" checkmark, you remain highly vulnerable to audit failures.
Proper validation requires comprehensive spatial mapping. It goes far beyond simple front-panel checks. Always scale your sensor grids to match the internal volume perfectly. Utilize high-accuracy reference tools like chilled mirror hygrometers over basic salt slurries. Track dynamic uncertainty variables carefully, especially thermal radiation at extreme temperatures.
Review your existing uncertainty budgets today. Examine your last calibration certificate for ISO 17025 compliance. If you discover missing data or simplistic pass/fail metrics, take immediate corrective action. Contact a certified calibration specialist to evaluate your internal procedures and resolve any lingering compliance gaps.
A: Generally, acceptable deviations are ±0.5°C for temperature and ±3% for relative humidity. However, this strictly depends on the specific IEC, DO-160, or MIL-STD test parameters being followed. Always cross-reference your industry's specific compliance manual before finalizing your tolerance limits.
A: While saturated salts (like Sodium Chloride for ~75% RH) offer stable baseline spot-checks, their inherent measurement uncertainties make them inappropriate. They cannot serve as primary reference standards for accredited lab audits. You should use precision dew-point generators instead.
A: It ranges from 4 to 8 hours depending on the internal volume. The duration relies heavily on the number of temperature and humidity setpoints required. You must also account for the mandatory 30-to-60-minute stabilization periods between each adjustment.
Contact LIB Industry today to learn more about high-precision Temperature and Humidity Test Chambers and customized solutions for your calibration and environmental testing needs.



")



